齿轮动力珩磨主要应用于汽车中小齿轮的精加工,尤其是新能源汽车。独特的曲面纹理大大提高了珩磨齿轮的噪音排放和使用寿命。考虑磨粒运动轨迹和几何形状的珩磨齿轮表面织构尚未得到研究。分析了齿轮珩磨过程的运动学,计算了珩磨轮的磨粒对工件齿轮的磨粒刮擦所产生的加工痕迹。考虑磨粒形状和材料塑性堆积,建立了齿面粗糙度模型。这就产生了表征齿面结构和加工标记方向的数学模型。实验验证了该模型的正确性,当磨粒为球形时,最大相对误差小于10%。在此模型的基础上,讨论了工艺参数对齿面离散点速度、加工标记方向和粗糙度的影响。结果表明,工件齿轮与珩磨轮之间的轴角和珩磨轮的转速是影响表面织构的主要工艺参数。本研究提出了珩磨齿轮的表面织构模型,为优化齿轮动力珩磨工艺参数提供理论依据。
硬化齿轮是新能源汽车传动系统的关键部件,也是新能源汽车主要噪声源之一[1]。随着新能源汽车对降低齿轮啮合噪声的要求越来越高,硬化齿轮的精加工工艺受到越来越多的关注[2]。磨齿和动力珩磨是硬齿精加工的两种主要方法[3]。与齿轮磨削相比,齿轮动力珩磨由于磨削速度低,可以避免齿面烧伤[4]。另一方面,动力珩磨会在齿面产生独特的纹理,从而获得低噪声性能[4,5,6,7]。这是动力珩磨最重要的优点之一。然而,在已发表的文献中,尚未对动力珩磨齿表面的纹理分布和粗糙度等形成特征的机制进行充分的研究。因此,本研究旨在探讨珩磨齿轮表面织构形成机理,并提出建模方法,为优化工艺参数提供理论依据。
有学者对珩磨齿轮的加工机理、成形特性及珩磨齿轮的优化修形进行了深入的研究[8,9,10,11,12,13]。例如,Bergs[14]计算了刀具与工件接触点处的速度,并提出了一种珩磨过程力模型,以提高珩磨过程的鲁棒性。Liang等[15]建立了齿轮外珩磨接触点切削速度的矢量表达式,引入了接触点切削速度与齿轮表面质量的关系。进一步证实了珩磨齿轮的表面纹理从齿顶到齿根有明显的差异。Talu等[16]比较了脉冲电化学珩磨和脉冲电化学精加工直齿锥齿轮的齿面织构,为工艺参数优化提供支持。Yuan等[17]提出了一种基于锥形磨粒假设的齿面粗糙度建模方法,建立了沿齿面和齿向的粗糙度模型,研究了轴交角对粗糙度的影响。Han等[18]利用响应面法建立了基于实验数据的粗糙度模型,并同样讨论了工艺参数对粗糙度的影响。上述模型能够反映齿轮珩磨过程中复杂的运动和接触状态。然而,这些模型在表面纹理方面存在一些不足。例如,建模过程中可能会忽略不同磨粒形状的影响,以及特定纹理对齿面不同梯度粗糙度分布的影响。Yang等[19]提到动力珩磨产生的不规则纹理可以降低齿轮啮合噪声。因此,有必要通过获取珩磨齿轮上的加工痕迹来研究其表面织构。然后利用珩磨齿轮的表面纹理特征,指导工艺参数降低新能源汽车的NVH。
珩磨工具本质上是一个内斜齿轮形状的砂轮[20]。除去工件材料,通过摩擦、犁耕、切割磨料颗粒完成齿面加工。在加工过程中,会产生加工标记。Ono等[21]基于后续磨刃的概念建立了经典的磨削机构理论。Wang等[22]基于磨粒均匀分布的假设,将磨削界面接触变形仿真模型与磨粒轨迹方程叠加,得到了航空发动机叶片不同曲率变化的表面粗糙度。Kang等[23]基于图像处理数据构建了活性磨粒和破碎磨粒的分布、大小和形状模型,建立了符合实际的砂轮三维形态模型。Elwasli等[24]讨论了初始表面形貌对磨损和摩擦行为的影响,并准确预测了光滑和粗糙表面的磨损行为。Xiong等[25]研究了微钻磨削过程中考虑材料堆积效应的尖端毛刺形成机理。此外,许多具体研究根据磨削试验数据的质量讨论了表面粗糙度与有效磨粒数之间的关系[26,27]。这些研究建立了许多考虑磨粒形状、材料塑性堆积和有效磨粒数的表面形貌/结构粗糙度模型。然而,对齿轮的研究主要集中在通过研究磨削齿表面纹理产生的机理来优化磨削工艺参数[8,28]。考虑到这些特性的珩磨齿轮表面织构模型仍然很少。因此,考虑到上述特点,通过计算表面粗糙度来研究珩磨表面的织构具有重要的意义。
文献综述表明,珩磨齿轮表面纹理的建模缺乏考虑不同的磨粒形状和齿面粗糙度梯度的分布。结合磨削理论,本研究提出了珩磨齿轮表面织构的理论模型来解决这些差距。通过数值计算得到了齿面加工痕迹。考虑磨粒几何形状和材料塑性堆积的影响,建立了粗糙度模型,量化了珩磨表面的织构。对齿轮动力珩磨进行了一系列实验,验证了粗糙度模型的有效性和鲁棒性。此外,还讨论了不同加工参数下齿面离散点的速度、加工标记的方向和珩磨齿轮的粗糙度。
齿轮动力珩磨的常见应用是外齿轮的硬精加工。在这种情况下,工件与切削刃几何上未定义的珩磨刀具之间的接触相当于具有相交轴的齿轮副的接触。在建模中,通过数值计算得到一系列的加工标记,这些加工标记是由磨料颗粒刮擦产生的,并叠加在一起形成珩磨齿轮的表面纹理。
工件角速度ωw与珩磨刀具角速度ωh的关系表示为:
(1)
式中φw(t)、φh(t)为工件与珩磨刀具的转角,分别等于工件角速度ωw与珩磨刀具角速度ωh随时间的点积;Nw和nh分别为工件和珩磨刀具的齿数;I是传动比。
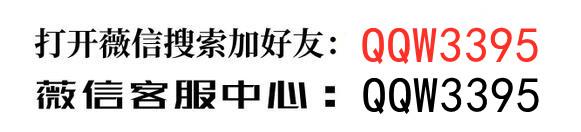
如图1所示,建立工件与珩磨刀具的空间坐标系,包括工件固定坐标系Swf (Owf-xwf-ywf-zwf)、珩磨刀具固定坐标系Shf (Ohf-xhf-yhf-zhf)、工件旋转坐标系Sw (Ow-xw-yw-zw)和珩磨刀具旋转坐标系Sh (Oh-xh-yh-zh)。坐标系Swf和坐标系Sw的原点位于工件的质心。坐标系Shf和Sh的原点固定在珩磨刀具的质心上。坐标系中任意两个轴都是互相垂直的。轴xwf、xw、xhf、xh重合并穿过工件和珩磨轮的质心。轴zw和zh分别垂直于工件端面和珩磨刀具端面。D为工件质心与珩磨刀具质心之间的距离。γ为横轴角,等于珩磨刀具螺旋角(βh)与工件螺旋角(βw)之差,即γ=|βh?βw|。
图1
工件与珩磨刀具的空间坐标系及工件与珩磨刀具的接触示意图
在Sw坐标系下,工件齿面为渐开线螺旋面。工件齿面方程rw(ζ, η)为[29]:
(2)
式中rb为工件的基本圆半径;η为渐开线与基圆交点的角度参数,η为ηs ~ ηf;ζ是渐开线的角度参数,从ζs到ζf变化;Pw是工件引线。
工件与珩磨刀具之间的相对速度v可通过以下公式计算:
(3)
式中vwf、w和vwf、h分别为工件齿面速度和珩磨刀具齿面速度;ωwf,w和ωwf,h分别为工件角速度和珩磨刀具角速度;rwf,w(ζ, η, φw(t))和rwf,h(ζ, η, φw(t))分别是工件和珩磨刀具在Swf坐标系下的齿面方程。
根据网格划分理论,将网格划分方程表示为:
(4)
其中工件齿面在Swf坐标系下的法向量n由式(5)得到:
(5)
其中nx, ny, nz分别是法向量n沿xwf, ywf, ZWF坐标轴的分量。
代入方程式。(3)、(5)代入式(4),则网格划分方程可变为:
(6)
式中U、V、W表示为:
(7)
得到珩磨刀具齿形方程,如式(8)所示。
(8)
其中Mh,w是坐标系Sw-Sh的变换矩阵。
在分析工件与珩磨刀具的接触时,基于包络理论将珩磨刀具的齿面包裹在工件的齿面中。在齿轮动力珩磨中,工件的齿面被珩磨刀具的齿面包裹。为保证珩磨齿轮齿面为渐开线螺旋面,上述两种包络工艺产生的接触线应一致。因此,工件齿面上所有点的坐标需要满足式(9)。
(9)
式(9)的推导如式所示。(10) -(16)。首先,将式(6)修改为:
(10)
式中δ=arctan(V/U)。Eq。(10)有一个真正的解决方案只有当?1≤cos(δ+φw (t))≤1,也就是说,U2 + V2≥W2。共轭曲面上对应于所有实解的点构成了有效区域。满足U2 + V2=W2的点构成网格边界线。
其次,式(6)也可以写成:
(11)
第三,由φw推导出Eq.(9),可得:
(12)
通过平方方程。(6)和(9),它有
(13)
最后可得:
(14)
在网格边界线上,U2 + V2=W2,则
(15)
因为?f/?φw=0是从共轭啮合方程f=0推导出来的,所以工件齿面上满足?f/?φw=0和f=0的点构成了啮合边界线。
(16)
珩磨齿轮表面的独特结构包含了大量的弯曲加工痕迹,这些痕迹是磨料颗粒在珩磨刀具和工件旋转过程中刮擦产生的。
在齿轮动力珩磨过程中,按时间顺序啮合齿面任意微区域,将动态啮合接触点记为Be,其位置向量表达式Be必须满足式(17)的要求。
(17)
当ζe1或ηe2中的一个固定时,另一个则采用Newton-Raphson法等数值迭代搜索算法求解。
在本节中,假设动态啮合接触点Be为珩磨工具磨粒穿透工件的横截面中心。通过对磨粒运动轨迹的数值计算,得到了加工痕迹。在珩磨齿轮的Swf坐标系中建立珩磨齿轮的曲面模型,步骤如下(表1)。
表1 0的表面建模过程ned齿轮
步骤1:在一定旋转角度φh(T)下得到点Be,如图2a所示。取点Be(0) (e=1,2,…,k)作为每个加工标记Γ的端点。以eth(1≤e≤k)加工标志Γe的生成过程为例。
图2
珩磨齿轮表面纹理的建模过程
第二步:将珩磨刀以较小的离散旋转角度?φh,e旋转,使点Be(0)以相对速度ve(0)移动到点Be(1),如图2b所示。判断点Be(1)的半径向量Be(1)是否满足式。(六)、(九)同时进行。若满足,则得到两点Be(0)与Be(1)之间加工标记Γe(1)的方程Γe(1);如果没有,则计算停止。半径向量Be(1)表示为:
(18)
其中ve(0)满足式(3)
加工标记Γe(1)的方程Γe(1)由下式得到:
(19)
步骤3:通过连续旋转珩磨刀m个小的离散旋转角度?φh,e,使点Be(1)移动到点Be(m),如图2c所示。假设点Be(m+1)的半径向量Be(m+1)不满足式(6)和式(9),点Be(j)的半径向量Be(j)和点Be(j) (j=1,2,3,…,m)之间的加工标记Γe(j)的方程Γe(j)分别表示为:
(20) (21)
式中ve(j?1)为Be(j?1)点的相对速度。
步骤4:如图2d所示,eth加工标记Γe的方程Γe表示为:
(22)
第五步:逐一计算所有加工标记Γ1、Γ2、…、Γk,构成一个结构独特的完整珩磨齿面(Sh)。其中Sh可表示为:
(23)
齿轮动力珩磨所产生的加工痕迹是一些三维空间曲线。本文通过加工标记方向与齿廓方向的夹角来表征加工标记的方向,如图2d所示,表示为:
(24)
如果由式(24)计算出的角度λ大于90°,则由式(25)计算出角度λ:
(25)
圆柱齿轮动力珩磨的材料去除机理与外圆磨削相似。磨料颗粒沿着加工痕迹移动,除去齿轮材料,形成一系列微槽。选取粗糙度Ra作为评价表面纹理特征的定量指标。在本节中,建立了考虑磨粒几何形状和材料塑性堆积影响的粗糙度模型。首先做以下假设:
(1)
忽略珩磨机振动的影响;
(2)
忽略热变形对珩齿机的影响;
(3)
磨料颗粒均匀分布在珩磨刀具表面。
基于上述假设,Ono等[21]提出磨料颗粒在地面上刮擦引起的最大槽高H:
(26)
式中?为相邻磨粒之间的平均间距;θ为磨粒的半顶点角;P是由磨削条件决定的参数;Q是与磨粒形状和分布有关的参数(圆锥磨粒Q=0.4,球形磨粒Q=0.5)。
但齿轮动力珩磨不同于外圆磨削,其工件与刀具的接触更为复杂,切削速度较慢。复杂的接触主要影响加工标记的方向。工件的等效曲率半径与齿面方向不同。因此,在计算参数p时需要考虑加工标记方向和切削速度的影响,可表示为:
(27)
式中,c为火花珩磨一段时间内的磨削次数,与珩磨刀具速度和火花珩磨时间有关;ρw和ρh分别为工件和珩磨刀具在接触线离散点处的曲率半径,分别与加工标记方向上相应的法曲率κw和κh有关:
(28) (29)
考虑工件与珩磨刀具几何接触的宽度,将法向曲率κw和κh替换为平均曲率κw,Γ和κh,Γ。
工件沿加工标记方向的速度vw,Γ计算公式为:
(30)
珩磨刀具沿加工标记方向的速度vh,Γ计算公式为:
(31)
材料塑性堆积是磨料加工中不可避免的现象。材料堆积的程度与珩磨工具的硬度和磨粒的形状/尺寸密切相关。对于不同形状的磨粒,磨粒的平均间距?为[30,31]
(32)
式中,Mod为磨粒粒度;Str是组织编号;Ne是有效磨粒数的系数[8]。将式(32)代入式(26),可得到锥形和球形磨粒所对应的最大槽高Hc和Hs。
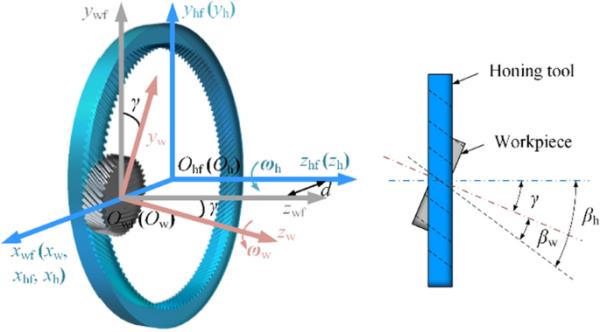
图3a和图b分别为锥形磨料和球形磨料刮擦产生的沟槽截面示意图。锥形磨粒和球形磨粒对应的堆积脊高度hc和hs由式(33)计算。
(33)
其中τ为材料去除率,如式(34)[32]所示。
(34)
其中A、A1、A2如图3所示,可以通过基本的几何运算得到。
图3
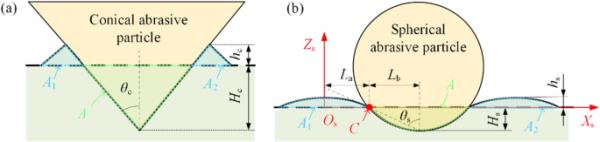
划痕槽的横截面,包括由锥形磨粒和球形磨粒划痕引起的材料堆积脊。横截面与磨粒的运动方向垂直
因此,考虑物料塑性堆积,最大槽高H为
(35)
根据最大槽高H与平均粗糙度Ra之间的关系[21],表面粗糙度Ra可建立为:
(36)
根据理论模型,在工件参数、珩磨工具参数和珩磨工艺参数已知的情况下,计算珩磨齿轮的表面织构,得到珩磨齿轮的粗糙度Ra分布。
摘要
1 介绍
2 理论模型
3.实验设计
4 结果与讨论
5 结论
数据可用性
参考文献
致谢
作者信息
道德声明
搜索
导航
#####
为了验证理论模型,在珩磨机的有效范围内选择不同的工艺参数制备了一系列珩磨齿轮[17]。当珩磨刀齿数设置为最大值113时,珩磨刀转速为876.11 r/min,约为有效参数范围(720 ~ 1000 r/min)的中点;当珩磨刀的齿数设置为最小值105时,珩磨刀的转速值为900.95 r/min,约为有效参数范围的黄金分割点。在相同的工艺参数下,先用YW7232数控磨齿机对齿轮进行加工。齿轮材料为20CrMnTiH。然后用珩齿机(HMX-400, Fassler)完成齿轮加工,如图4a所示。工件及珩磨工具参数如表2所示。珩磨工具的粘结材料为陶瓷,磨料颗粒的材料为微晶刚玉,如图4b所示。珩磨刀具进给速度为0.408 mm/min,振荡时间为45 s,出火花时间为3.6 s。
图4
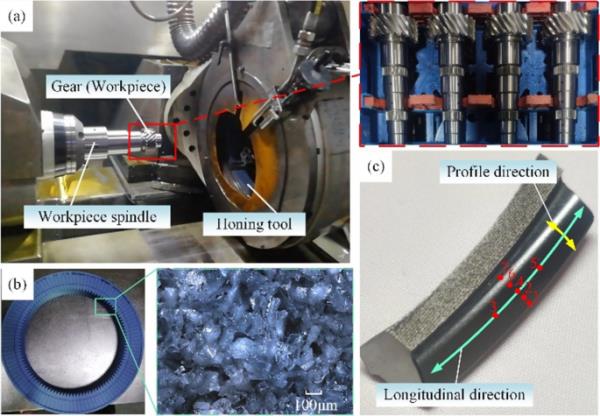
珩磨试验实验设计:a齿轮珩磨机及珩磨后的齿轮,b珩磨工具及其表面磨粒,c单齿及其测量区域
表2、工件和ho宁刀参数
测量了齿面结构及其粗糙度。如图4c所示,将珩磨后的齿轮用金刚石线切割机切割,得到多个单齿。用含酒精的超声波清洗机对单个牙齿进行至少10分钟的清洗。沿牙齿纵向和齿廓方向从每个牙齿侧面选择7个小区域进行清洗。每颗牙齿的表面纹理通过超深度3D显微镜(VHX-1000C, Keyence)获得。利用激光扫描共聚焦显微镜(OLS4000, Olympus Corporation)获得各区域的局部表面纹理和粗糙度。
图5a和图b显示了珩磨后齿轮的表面纹理以及从单个齿中选取的7个小区域的局部表面纹理。从表面纹理上看,有许多像鱼骨架一样弯曲的加工痕迹。这些加工痕迹逐渐接近螺距线,形成独特的表面纹理。表面纹理允许薄油层在整个齿面很好的粘附,导致珩磨齿轮的低噪音行为[6]。由于齿轮动力珩磨的切削速度较低,通常在0.5 m/s到15 m/s之间,珩磨后的齿轮不会发生热结构损伤。在每个小区域内随机选择三条近似垂直于加工标记方向的直线。对每个区域的三条线位置测得的粗糙度Ra求平均值,得到每个区域的粗糙度Ra,如表3所示。根据工件参数、珩磨工具参数和工艺参数,用所提出的模型计算粗糙度Ra,如表3所示。当磨粒为球形时,Ra的实测值与计算值的最大相对误差小于10%。相反,当磨粒形状为锥形时,最大相对误差接近40%。这表明磨料形状对粗糙度的影响较大,球形磨料颗粒具有较好的预测精度。第二组和第三组的粗糙度结果(表3中的2号和3号)表明,粗糙度Ra随着珩磨刀具速度的降低而增加。对比第一组和第二组的粗糙度结果(表3中No. 1和No. 2)可以看出,第二组的粗糙度Ra基本不随珩磨刀速度的降低而增加,这可能是由于珩磨刀的齿数和螺旋角减少所致。
图5
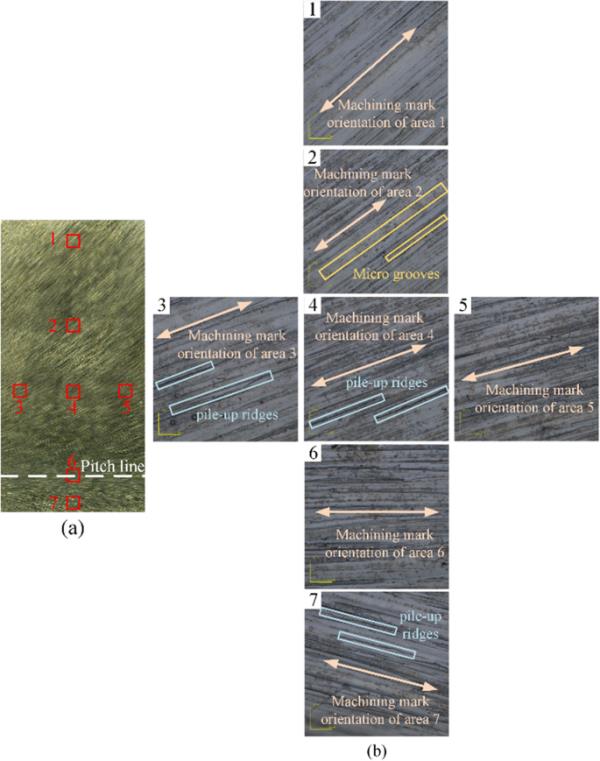
超深度三维显微镜获得完整表面纹理的测量结果,激光扫描共聚焦显微镜获得7个测量区域的局部表面纹理
表3理论研究工艺参数
实验结果验证了该模型的正确性,并应用该模型从理论上研究了工艺参数对齿面速度分布、加工痕迹方向和粗糙度的影响。工艺参数包括横轴角γ、珩磨刀齿数nh和珩磨刀转速uh。速度包括vwf、w、vwf、h和v。计算不同工艺参数下的vwf、w、vwf、h、v、角度λ和粗糙度Ra的值(表4)。然后讨论加工痕迹方向和粗糙度的分布特征,下文将详细介绍。
表4理论研究工艺参数
图6a、c、e分别是在γ=5°、nh=113、uh=860 r/min条件下计算得到的速度vwf、w、vwf、h、v的等高线图。发现在固定的X值下,vwf,w和vwf,h的X值线性增加,而v的值从牙根到牙顶先减小后逐渐增大。同时,vwf、w、vwf、h、v的值从左到右始终保持一个固定的Y值不变。这是因为vwf,w和vwf,h的值与每个接触点的旋转半径成正比。根据齿轮啮合理论,相对速度v的最小值位于珩磨齿轮的节距线上,并向节距线两侧逐渐增大。图6b、d、f显示了不同工艺参数下X=0 mm处vwf、w、vwf、h、v的计算值(表4)。从图6b可以看出,vwf、w的值不随横轴角γ而变化,而随齿数nh或珩磨刀具转速uh而增大。这是因为在工件参数确定时,横轴角γ的变化仅由珩磨刀具螺旋角的变化引起,不会影响工件速度。由式(1)可以很好地解释vwf、w值随齿数nh和转速uh的变化。在图6d中,vwf、h的值与角度γ呈负相关,与齿数nh、转速uh呈正相关。vwf,h值随角度γ的变化可以用式来解释。(2)和(3).随着齿数nh的增加,珩磨刀具直径增大,这导致各接触点的旋转半径增大,从而导致vwf,h增大。在图6f中,随着角度γ的增大,相对速度v的曲线由v型曲线变为近似直线。这是因为随着角度γ的增大,工件的节距半径变小,因此最小相对速度的横坐标变小,工件齿面对应的接触点向齿根方向移动。当该点超过活动齿面范围时,出现从齿根到齿顶相对速度v单调增大的现象。在图6f中,相对速度v随着齿数nh或转速uh的增加而增加。这是因为相对速度v与角速度ωw的大小呈正相关,根据式(1),角速度ωw随着齿数nh和转速uh的增加而增加。
图6
a速度vwf,工件沿加工标记方向的w (mm/s), c速度vwf,珩磨刀具沿加工标记方向的h (mm/s), e相对速度v (mm/s)的等高线图,以γ=5°,nh=113, uh=860 r/min计算;b vwf、w (mm/s)、d vwf、h (mm/s)和f v (mm/s)在X=0 mm时不同工艺参数下的变化
图7为在γ=5°,nh=113, uh=860 r/min条件下计算得到的珩磨齿轮的完整表面织构。可以清楚地看到,齿侧有许多独特的弯曲加工痕迹,如鱼骨架。图8a为γ=5°,nh=113, uh=860 r/min条件下计算角λ的等值线图。可以观察到,从齿根到齿顶,角λ先增大后减小,最大值为90°,正好位于工件的节距线上。这与图7所示的加工标记方向变化规律是一致的。
图7
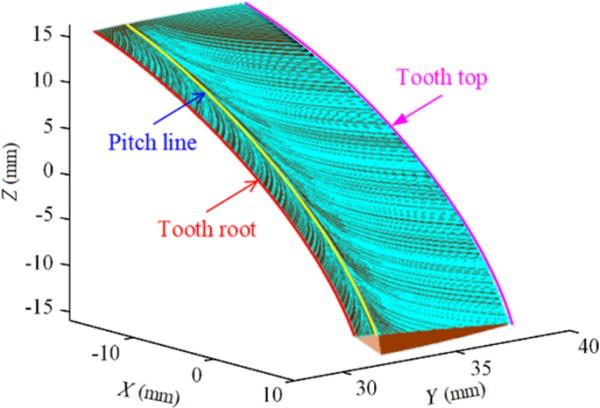
计算了γ=5°,nh=113, uh=860 r/min条件下珩磨齿轮的完整表面织构
图8
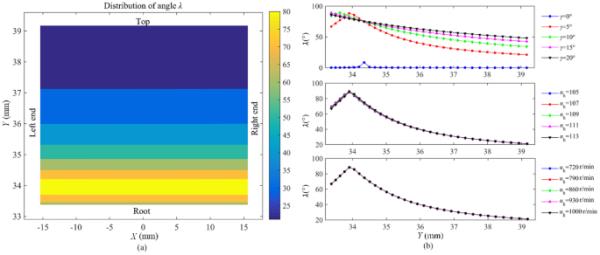
加工标记计算角度λ(度):a为γ=5°,nh=113, uh=860 r/min时的等高线图,b为X=0 mm时不同工艺参数下的折线图
图8b显示了不同工艺参数下X=0 mm处的计算角λ值(见表4)。可以看出,当γ=0°时,角λ值始终为零。然而,在γ > 0°范围内,随着角γ的增大,角λ的曲线由凸曲线变为下拉曲线。这是因为当γ=0°时,珩磨刀具主轴与工件主轴平行。在这种情况下,工件和刀具之间的运动相当于具有平行轴的齿轮副的运动。在不考虑工件轴向位移的情况下,工件在纵向上没有速度,在工件的整个齿面上引入一个不变的角λ。当0°
由图8b可以看出,在Y值固定时,角度λ随齿数nh的变化不大。这主要是由于齿数的少量变化对传动比i的变化影响不大。因此,根据式,加工标记的方向变化不大。(23)和(24)。在固定的Y值下,角λ不随珩磨刀具转速uh的变化而变化。这是因为珩磨刀转速uh对加工效率有影响,而这种影响与加工标记的方向无关。
图9a为基于球形磨粒假设,在γ=5°,nh=113, uh=860 r/min条件下计算的齿面粗糙度Ra等高线图。可以观察到Ra值从牙根到牙顶先升高后逐渐降低。在固定的Y值处,Ra的值从左到右始终保持不变。根据等式。在(25)和(26)中,粗糙度Ra的值与vwf,w与vwf,h的比值呈负相关,该比值为固定值,如图6所示。与曲率κw,Γ正相关,与曲率κh,Γ负相关。曲率κh,Γ的变化范围远小于曲率κw,Γ的变化范围。因此曲率κw,Γ的变化是粗糙度Ra变化的主要因素。图10为Γ=5°、nh=113、uh=860 r/min条件下曲率κw、Γ的计算结果。
图9
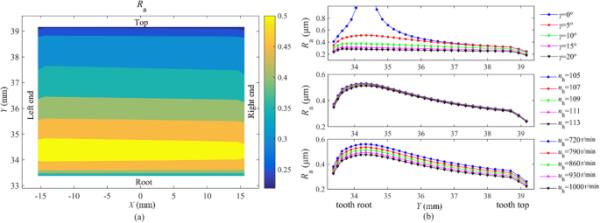
计算珩磨齿轮的粗糙度Ra (μm): a为γ=5°、nh=113、uh=860 r/min时的等高线图,b为X=0 mm时不同工艺参数下的折线图
图10
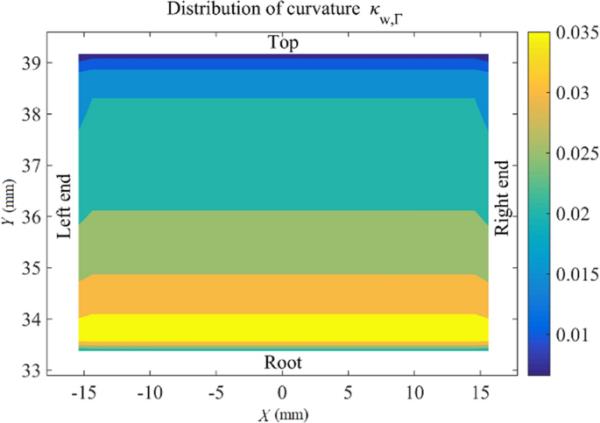
曲率κw,Γ(mm?1)γ=5°,nh=113,呃=860 r / min
图9b显示了X=0 mm时不同工艺参数下计算得到的粗糙度Ra(见表4)。可以观察到,随着角γ的增大,粗糙度Ra明显减小。这主要是因为vwf,w与vwf,h的比值随着角度γ的增加而明显增大。当γ=0°时,齿根附近有一些奇大的粗糙度Ra值。这是因为当γ=0°时,vwf,w与vwf,h的比值在俯仰线位置接近1,所以方程。(25)和(26)不适用于这种情况。粗糙度Ra随齿数nh的增加而略有降低。这是因为传动比i随着齿数nh略有增加,这导致vwf,w与vwf,h的比值略有增加。随着珩磨刀具转速uh的增大,粗糙度Ra相应减小。这是因为随着珩磨转速的增加,更多的磨粒参与到去除工件材料中。因此,根据方程。(25)和(26),粗糙度Ra相应减小,但粗糙度Ra的分布特征保持不变。
本文建立了珩磨齿轮表面织构的理论模型。通过数值计算得到齿面加工痕迹。考虑磨粒的几何形状和齿轮材料的塑性堆积,建立了粗糙度模型,并进行了实验验证。讨论了工艺参数对齿面离散点速度、加工痕迹方向和粗糙度的影响。
具体结论如下:
(1)
计算得到的表面织构和加工标记方向与实验结果基本一致。加工标记的方位角从齿根到齿顶先增大后减小,从左端到右端始终保持不变。夹角随横轴夹角的增大呈复杂变化。此外,角随齿数的增加变化不大,随珩磨刀具转速的变化不明显。
(2)
粗糙度Ra模型具有较高的计算精度,假设磨粒为球形时,最大误差小于10%。从齿根到齿顶的粗糙度分布不均匀。随着横轴角的增大,齿面粗糙度明显减小,有效地改善了齿面粗糙度的不均匀程度。粗糙度随珩磨刀齿数和速度的增加而降低。
(3)
接触点沿加工标记方向的速度是影响表面织构形成的主要因素之一。相对速度从牙根到齿顶先减小后逐渐增大,从左端到右端始终保持不变。相对速度随横轴角的增大由v型曲线近似变为直线,且与横轴角和珩磨刀具速度分别呈正相关。
研究结果可为齿轮动力珩磨工艺参数的优化提供理论依据。今后将进一步研究珩磨工艺参数的优化。表面纹理模型也将进一步优化,例如纳入磨粒高度的影响。
下载原文档:https://link.springer.com/content/pdf/10.1186/s10033-023-00910-9.pdf